
Când să alegi imprimarea 3D SLA vs. FDM
Toate tehnologiile de imprimare 3D au avantaje și dezavantaje, așa că cum poți ști care este cea mai potrivită pentru o anumită aplicație? Când alegi între două dintre cele mai utilizate tehnologii de imprimare 3D – modelarea prin depunere de filament (FDM) și stereolitografia (SLA) – decizia se bazează adesea pe detalii legate de fluxul de lucru și caracteristicile materialelor.
FDM este cea mai utilizată tehnologie de imprimare 3D, cu câteva milioane de unități vândute din 2018 până în prezent. Aceste imprimante sunt, de obicei, ușor de utilizat și ieftine de operat. Imprimantele SLA, considerate în trecut potrivite doar pentru piese delicate, sunt acum utilizate pe scară largă pentru producerea de componente din materiale performante. Datorită capacității de a produce piese extrem de precise, izotrope, 100% dense și cu proprietăți mecanice superioare, tehnologia SLA oferă noi oportunități și completează limitele FDM.
Ar fi o simplificare excesivă să afirmăm că una dintre tehnologii este universal mai bună decât cealaltă. În multe cazuri, cele două tipuri de imprimante se completează reciproc, iar într-un atelier poate fi util să le ai pe ambele. Citește în continuare pentru a înțelege procesul decizional din spatele alegerii uneia sau celeilalte.
Când să alegi FDM în loc de SLA
Costul materialului
Unul dintre principalele criterii în alegerea dintre FDM și SLA este costul materialelor. Materialele FDM, cum ar fi PLA sau PETG, sunt considerabil mai accesibile decât rășinile SLA. Filamentele FDM costă, de obicei, între 20 și 50 USD pe kilogram, în timp ce rășinile SLA pornesc de la 50 USD pe kilogram și pot fi mult mai scumpe, în funcție de tip și calitate. Pentru proiecte care necesită o cantitate mare de material, costul redus per kilogram al FDM îl face o alegere mai economică.
O altă metodă de economisire a materialului în FDM este ajustarea densității de umplere a pieselor. Acestea sunt rareori imprimate 100% solide, ceea ce permite economisirea materialului și reducerea greutății, însă cu unele compromisuri privind integritatea structurală. Pe de altă parte, imprimarea SLA produce, de obicei, piese complet solide, ceea ce o face mai puțin eficientă din punctul de vedere al consumului de material, în aplicațiile unde rezistența nu este o prioritate.
Totuși, unele software-uri de pregătire a imprimării SLA, precum PreForm, includ instrumente de golire a pieselor, reducând astfel costurile materialelor într-un mod similar cu umplerea mai redusă din FDM.
Varietatea culorilor
FDM oferă mult mai multe opțiuni în ceea ce privește culorile decât SLA. Filamentul PLA este disponibil într-o gamă largă de culori, inclusiv filamente multi-color, finisaje speciale (mătase, mat, fosforescent etc.), ceea ce elimină adesea necesitatea vopsirii.
Rășinile SLA au o paletă mai limitată de culori din cauza sensibilității componentelor foto-reactive la concentrația de pigmenți. Deși imprimările SLA pot fi vopsite și există soluții pentru personalizarea culorilor, în general, FDM oferă o varietate mai mare de opțiuni cromatice.
Fără spălare sau tratare
Un alt avantaj major al FDM este simplitatea procesului post-imprimare. Piesele imprimate prin FDM pot fi utilizate imediat, fără a necesita spălare sau tratare, așa cum este necesar pentru piesele SLA.
Piesele SLA trebuie spălate în alcool izopropilic (IPA) sau în soluții specializate, precum Formlabs Resin Washing Solution. Deși IPA este foarte eficient în curățarea pieselor acoperite cu rășină, acesta are un miros puternic și este inflamabil, ceea ce îl face nepractic pentru anumite medii, cum ar fi locuințele sau școlile.
Soluția de spălare Formlabs este o alternativă neinflamabilă la IPA, dar necesită în continuare un pas suplimentar în post-procesare.
În plus, piesele SLA trebuie tratamente cu lumină UV și căldură pentru a atinge rezistența finală sau, în cazul anumitor aplicații, biocompatibilitatea.
Totuși, trebuie menționat că post-procesarea FDM nu este întotdeauna mai rapidă. Îndepărtarea suporturilor din imprimările FDM poate fi dificilă, iar obținerea unor suprafețe netede poate necesita șlefuire manuală îndelungată, mai ales pentru geometrii complexe. Cu toate acestea, pentru cei care doresc un flux de lucru mai simplu și fără substanțe chimice, FDM este adesea alegerea mai convenabilă.
Când să alegi SLA în loc de FDM
Piese imprimate 3D de înaltă calitate
Pentru proiectele care necesită detalii fine, suprafețe netede și o precizie excepțională, SLA este adesea alegerea ideală, chiar dacă presupune un cost mai ridicat al materialului și pași suplimentari de post-procesare. Capacitatea sa de a oferi rezultate de calitate profesională o face o tehnologie valoroasă pentru aplicații specializate în care FDM poate fi limitat.
Precizie
SLA este adesea preferată atunci când precizia este esențială. Imprimantele SLA folosesc o sursă de lumină, cum ar fi un laser sau LED-uri, pentru a întări rășina lichidă strat cu strat, rezultând piese extrem de precise și uniforme. Acest proces permite realizarea unor componente cu toleranțe foarte strânse, fiind ideal pentru aplicații precum modelele dentare, prototipurile de bijuterii și piesele inginerești care necesită dimensiuni exacte.
În comparație, imprimarea FDM extrudează filament topit, ceea ce poate duce la ușoare variații din cauza mișcării duzei, aderenței între straturi și contracției materialului. Atunci când precizia este un factor critic, SLA depășește clar FDM.
Compania Dorman Products, un furnizor aftermarket din industria auto, utilizează imprimante SLA Formlabs pentru prototipare și controlul calității datorită preciziei ridicate pe care o oferă. Înainte ca produsele să fie lansate pe piață și instalate pe mașinile clienților, echipa Dorman trebuie să cunoască exact variațiile dimensionale pe care piesele le pot tolera. Prin urmare, ei efectuează analize dimensionale pentru a determina dacă o piesă este conformă sau nu. Inițial, nu erau siguri că pot obține o toleranță suficient de strânsă pe o piesă imprimată 3D, însă odată cu utilizarea imprimantelor Form 3+ și Form 3L, au reușit să obțină toleranțe impresionante de 0,025 mm pe piesele imprimate.
„Un inginer a venit și ne-a spus că avem nevoie de o toleranță de ±0,05 mm pe un diametru. Am reușit să imprimăm piesa cu o toleranță de 0,025 mm. Nu-mi venea să cred că putem obține o asemenea precizie pe o imprimantă Form 3L.” — Chris Allebach, Additive Manufacturing Lead, Dorman Products
Cu imprimantele Form 4 și Form 4L, această precizie este și mai mare, atingând ±0,15% toleranțe dimensionale pe caracteristici de 1-30 mm (minim ±0,02 mm) și ±0,3% pe caracteristici de 81-150 mm (minim ±0,15 mm).
Finisajul suprafaței
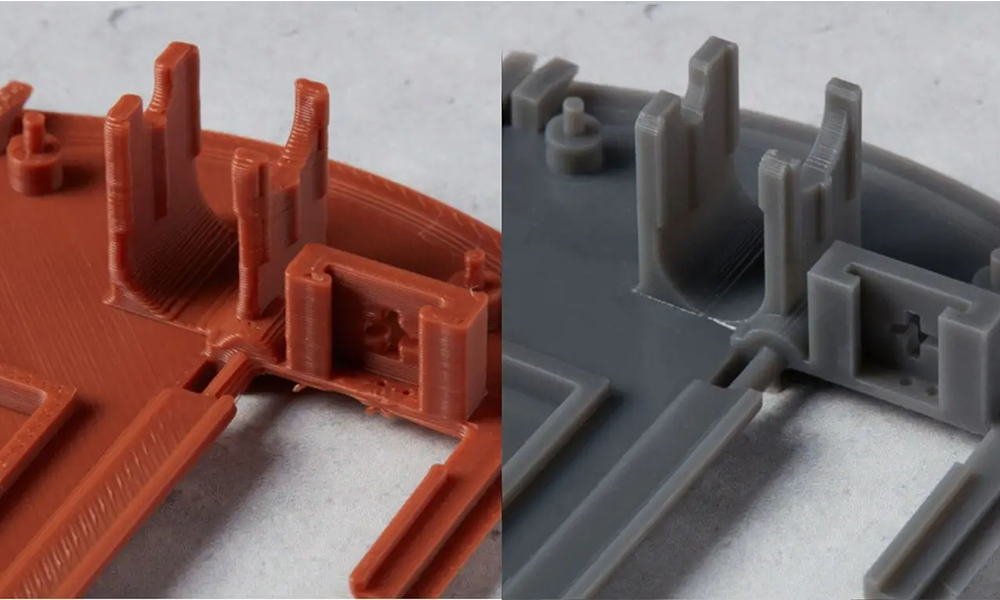
Un alt avantaj major al SLA este finisajul superior al suprafețelor. Piesele imprimate prin SLA au o textură netedă, semi-mată, direct din imprimantă. Această netezime este deosebit de avantajoasă pentru prototipurile de produs și pentru aplicații precum dispozitivele medicale, unde calitatea suprafeței poate influența funcționalitatea.
În schimb, imprimările FDM tind să prezinte linii vizibile între straturi, în special pe suprafețele curbe, necesitând șlefuire extensivă sau alte procese de post-procesare pentru a obține rezultate comparabile.
Suprafețele netede sunt esențiale pentru anumite aplicații, cum ar fi moulajul cu silicon sau testele în tuneluri aerodinamice. De asemenea, un finisaj de calitate ridicată poate simplifica fluxul de lucru al imprimării 3D.
De exemplu, la Archer Aviation, design managerul Julien Thiebaud apreciază faptul că suporturile pot fi îndepărtate ușor, doar cu degetele, fără unelte, iar piesele pot fi imediat spălate, întărite și integrate în prototip.
„Calitatea generală este incredibilă și necesită foarte puțină, dacă nu chiar deloc, finisare manuală.”
Detalii mici și caracteristici fine
SLA excelează în realizarea detaliilor fine și a geometriilor complexe. Rezoluția ridicată a imprimantelor SLA permite imprimarea unor pereți foarte subțiri, muchii ascuțite și forme complicate.
În schimb, imprimarea FDM este limitată de dimensiunea duzei și de comportamentul filamentului topit, ceea ce poate duce la pierderea detaliilor sau la contururi mai puțin definite.
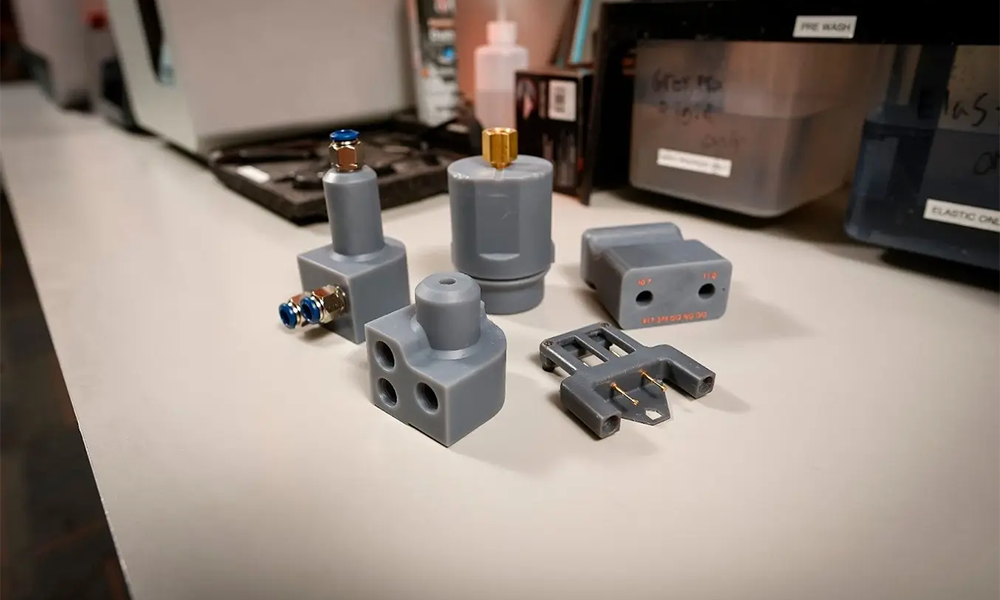
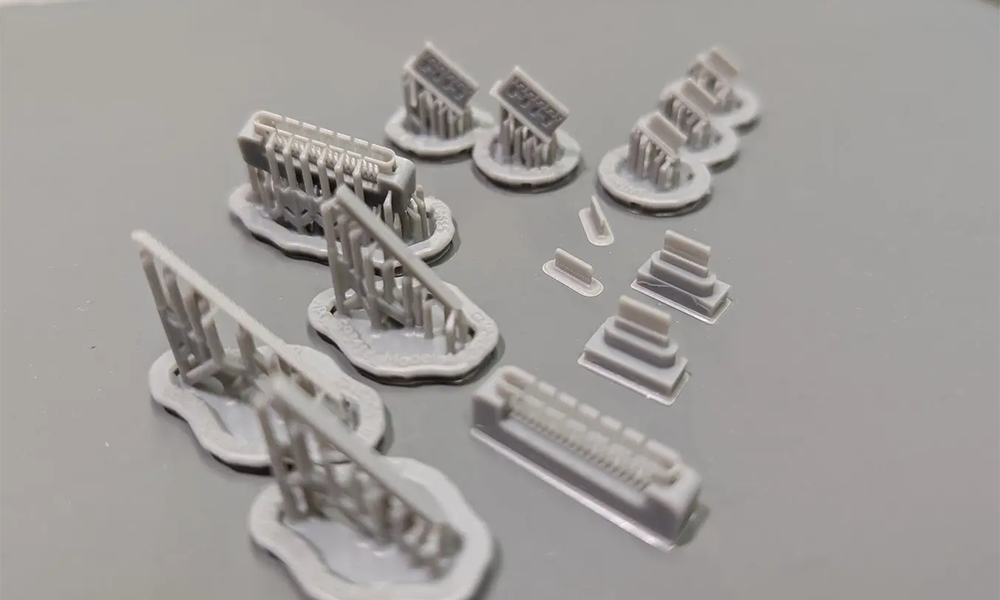
La Microsoft Advanced Prototyping Center, inginerii folosesc imprimante SLA și SLS pentru a produce atât prototipuri iterative, cât și serii mici de producție pentru testare. În timp ce piesele mari, precum carcasele laptopurilor Surface, pot fi realizate și prin FDM, imprimantele FDM, chiar și cele mai avansate, întâmpină dificultăți în reproducerea detaliilor fine, cum ar fi cele prezente în conectorii electrici de mici dimensiuni.
Piese 3D complet dense
SLA creează piese complet dense, ceea ce FDM nu poate face. Chiar și cu o umplere de 100% și cu setări de imprimare configurate pentru a supraextruda materialul, piesele realizate prin FDM conțin micro-goluri acolo unde plasticul extrudat nu se distribuie perfect. Prin urmare, FDM nu poate produce piese etanșe, izotrope sau complet transparente – dar SLA poate.

Etanșeitate la apă și aer
Multe piese utilizate în medii care implică lichide sau gaze, de la galerii de admisie pentru motoare până la roboți subacvatici, trebuie să reziste la presiune fără scurgeri. Piesele complet dense produse prin imprimare SLA pot fi etanșe, spre deosebire de cele FDM, care prezintă goluri de aer ce necesită umplere sau alte metode de sigilare pentru a preveni scurgerile.
Cercetătorii de la Universitatea din Rhode Island au testat vase de presiune imprimate în diferite materiale și au constatat că piesele realizate prin imprimare SLA au rezistat la peste 1500 PSI (100 bari) fără scurgeri. Materialul ingineresc Rigid 10K Resin, umplut cu sticlă, a rezistat la peste 5500 PSI (379 bari) înainte de a ceda. Pentru detalii complete despre experiment și rezultate, citește white paper-ul corespunzător.
Atlantic Oceanographic and Meteorological Laboratory (AOML), parte a US National Oceanic and Atmospheric Administration (NOAA), a dorit să utilizeze imprimarea 3D pentru a fabrica rapid și ieftin instrumente personalizate pentru cercetare. Unele piese, precum carcasele pentru electronice, trebuiau să împiedice pătrunderea apei, în timp ce altele, cum ar fi sistemele de prelevare a apei, trebuiau să mențină lichidul în interior. Inițial, au încercat imprimarea FDM, dar au constatat rapid că apa se infiltra în piesele lor. După trecerea la imprimantele SLA Formlabs, au reușit să producă piese 3D care, combinate cu componente standard precum țevi din PVC, au dus la dezvoltarea unor sisteme personalizate de prelevare a apei, rezistente și accesibile.

Izotropie
Pe lângă faptul că nu sunt complet dense, piesele imprimate prin FDM sunt semnificativ mai slabe pe axa Z decât pe axele X și Y. În schimb, imprimarea SLA produce piese izotrope, ceea ce înseamnă că au aceeași rezistență în toate direcțiile.
Compania australiană Foil Drive, care produce sisteme electrice de propulsie pentru sporturi nautice, supune elicele imprimate 3D la forțe extreme. Aceste elice se rotesc la 3000 rpm, suportând cuplu suplimentar atunci când intră și ies din apă.
„Așteptările de la o paletă de elice sunt extreme – trebuie să reziste la aceste forțe fără să cedeze.” — Paul Martin, Fondator și CEO, Foil Drive
După ce a încercat imprimante FDM (unde piesele s-au rupt sub forțele de forfecare) și imprimante SLA de buget redus (unde un lot de material de slabă calitate a cauzat defecte), Paul Martin a trecut la o imprimantă SLA Formlabs de format mare, utilizând o rășină performantă, umplută cu sticlă, pentru fabricarea elicei.
„Abia când am încercat Rigid 4000 Resin, totul a funcționat. Ne-a permis să producem mii de piese și să le expediem în întreaga lume ca elice gata de utilizare.”

Claritate optică
Există filamente transparente disponibile pentru imprimantele FDM, dar micro-golurile dintre straturile extrudate fac ca piesele să pară mate sau lăptoase. Reducerea răcirii și extrudarea mai lentă pot îmbunătăți translucența, dar tot vor exista bule de aer între straturi, ceea ce limitează claritatea.

Claritatea pieselor are aplicații practice care permit utilizatorilor să observe detalii interne ce ar fi ascunse într-o piesă opacă.
- Skydio, producător de drone, folosește Clear Resin pentru a crea prototipuri translucide, care permit inginerilor să routeze cabluri prin geometrii complexe.
- OpenBCI, companie de neurotehnologie, utilizează Clear Resin pentru prototiparea matrițelor, permițând designerilor să observe fluxul materialului în timpul turnării pentru optimizarea pozițiilor de ventilație.
După imprimare, piesele transparente pot fi lustruite, acoperite sau tratate pentru a îmbunătăți claritatea și pentru a preveni îngălbenirea cauzată de expunerea la UV. Citește ghidul nostru despre imprimarea 3D transparentă pentru cele mai bune practici și exemple.
Piese 3D rezistente la temperatură
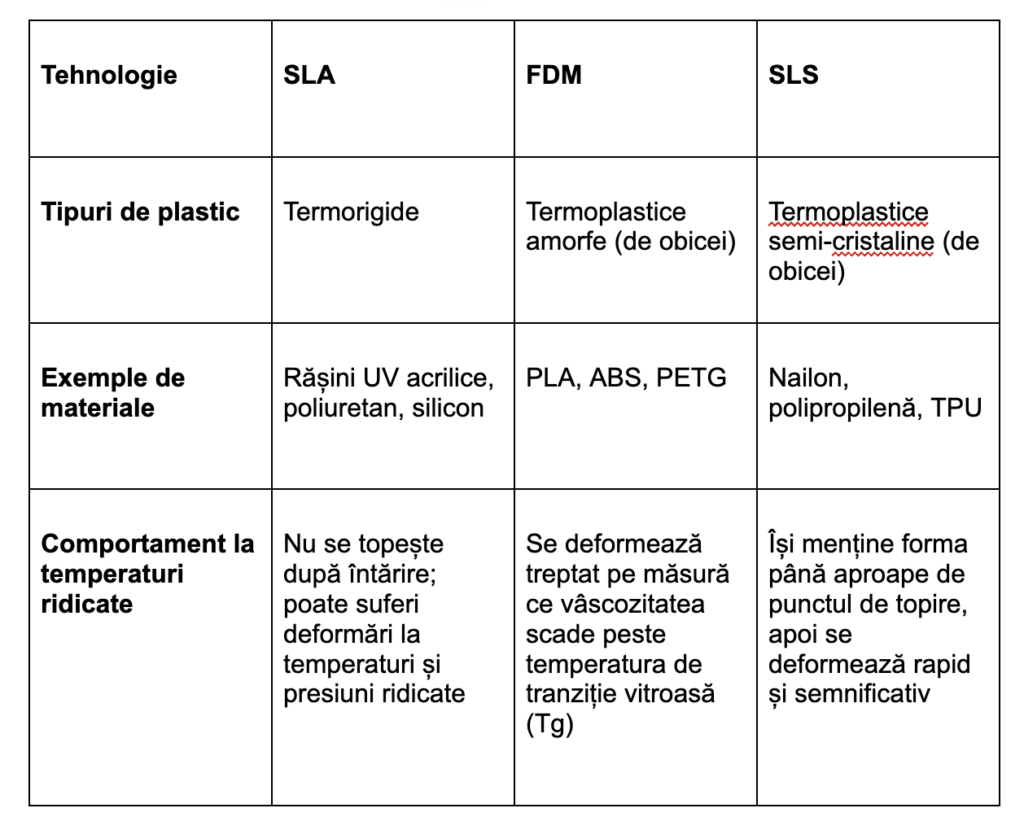
Toate piesele FDM, chiar și cele realizate din filamente speciale pentru temperaturi ridicate, se vor topi dacă sunt expuse la suficientă căldură. Majoritatea materialelor FDM sunt termoplastice amorfe, ceea ce înseamnă că se înmoaie treptat pe măsură ce vâscozitatea scade peste temperatura de tranziție vitroasă (Tg).
Anumite materiale FDM, precum nailonul și TPU, sunt termoplastice semi-cristaline, ceea ce înseamnă că își mențin forma până aproape de punctul de topire, apoi se deformează brusc și semnificativ. Indiferent de material, părțile FDM se vor topi întotdeauna.
În schimb, materialele SLA sunt termorigide, ceea ce înseamnă că nu se topesc la temperaturi ridicate. Ele pot deforma sub sarcină, dar nu își pierd complet forma, ceea ce le face mai potrivite pentru aplicații cu temperaturi extreme, mai ales comparativ cu FDM și chiar SLS.
Comparație între SLA, FDM și SLS
Stabilitate la temperatură ridicată
Stabilitatea la temperaturi înalte, chiar și pentru perioade scurte, permite inginerilor să testeze reacții de combustie pentru componente de motoare și rachete pe prototipuri din plastic, economisind timp și bani comparativ cu piesele din metal.
Inginerul aerospațial Sam Rogers a utilizat imprimarea SLA pentru a prototipa un aprinzător pentru un motor de rachetă răcit prin vortex. Chiar și cu acest sistem de răcire, piesele FDM s-ar fi deformat prea mult pentru a oferi un test relevant.
„Dacă am fi imprimat acest component pe o imprimantă FDM, piesele s-ar fi topit și ar fi devenit inutilizabile imediat ce s-ar fi încălzit. În schimb, piesa imprimată din rășină SLA, expusă unei flăcări puternice, doar își arde stratul exterior, dar rămâne în mare parte intactă.” — Sam Rogers
🔍 Vizionează videoclipul despre proiectul lui Sam Rogers și prototipul său din rășină transparentă.
Sterilizabilitate
Rezistența la temperatură înseamnă că piesele SLA pot fi sterilizate pentru utilizare în tratamente medicale și stomatologice. Imprimările SLA rezistă atât la sterilizarea cu raze gamma, cât și la autoclavare cu abur.
Compania restor3D, producător de dispozitive medicale, utilizează imprimante SLA Formlabs pentru a fabrica instrumente chirurgicale utilizabile direct în operații. În mod obișnuit, plasticul nu este folosit în astfel de aplicații, deoarece s-ar topi sub presiunea și căldura autoclavării. Totuși, restor3D combină piese din metal și polimer, reducând costurile față de instrumentele integral metalice, menținând în același timp rezistența necesară la sterilizare.
💡 Notă: Capacitatea de a rezista la sterilizare este doar unul dintre criteriile pentru utilizarea materialelor în mediul medical. Biocompatibilitatea este un subiect complex – citește ghidul Formlabs despre rășini biocompatibile pentru mai multe detalii.
Matrițe, matrițare și unelte pentru producție
Multe procese de turnare, inclusiv injecția, suflarea și termoformarea, au loc la temperaturi ridicate. Uneltele pentru aceste procese sunt realizate, de obicei, din metale precum aluminiul, datorită rezistenței și stabilității la temperatură. Cu toate acestea, matrițele metalice sunt costisitoare și necesită mult timp pentru fabricare.
Imprimarea 3D reduce timpul și costurile asociate cu fabricarea matrițelor, mai ales pentru prototipuri sau serii mici de producție, atâta timp cât materialele pot rezista la condițiile impuse.
🔧 Exemplu: Red Oak Fabrication
Atelierul Red Oak Fabrication din Iowa utilizează imprimarea SLA pentru a produce șabloane și dispozitive de fixare în câteva ore, la o fracțiune din costul frezării CNC. În mod tradițional, producerea unui astfel de dispozitiv durează săptămâni și costă peste 1.000 USD, iar designul este limitat la geometrii simple.
🔥 Sudura atinge temperaturi de mii de grade Celsius, dar dispozitivele de fixare nu intră în contact direct cu sudura, iar durata expunerii este de aproximativ 10 secunde.
Red Oak Fabrication imprimă aceste dispozitive din Rigid 10K Resin, o rășină sticloasă și rigidă, care are o temperatură de deformare termică (HDT) de 238 °C la 0,45 MPa. Materialul poate prezenta decolorare superficială, dar acest lucru nu afectează performanța.
Concluzie
Nici FDM, nici SLA nu sunt universal mai bune una decât cealaltă, dar avantajele și limitările fiecărei tehnologii le fac mai potrivite pentru anumite aplicații. Deși materialele SLA din trecut erau fragile, astăzi sunt puternice, durabile și oferă proprietăți speciale.
📌 Când să alegi SLA în loc de FDM?
✅ Piese complet dense, etanșe
✅ Rezistență uniformă în toate direcțiile (izotropie)
✅ Claritate optică superioară
✅ Rezistență termică ridicată
✅ Capacitate de sterilizare pentru aplicații medicale
✅ Matrițe și unelte personalizate pentru producție
„Cu SLA pot face atât de multe lucruri imposibile cu FDM. Dar nu pot spune același lucru invers.” — Lukas Hartmann, Hardware Developer, KORG Berlin
Pentru mai multe informații:
