
De la constrângeri impuse de scule la LFAM robotic: ingineria noii generații de structuri de pupa pentru nave
Funcția inginerească și cerințele structurale ale secțiunilor de pupa
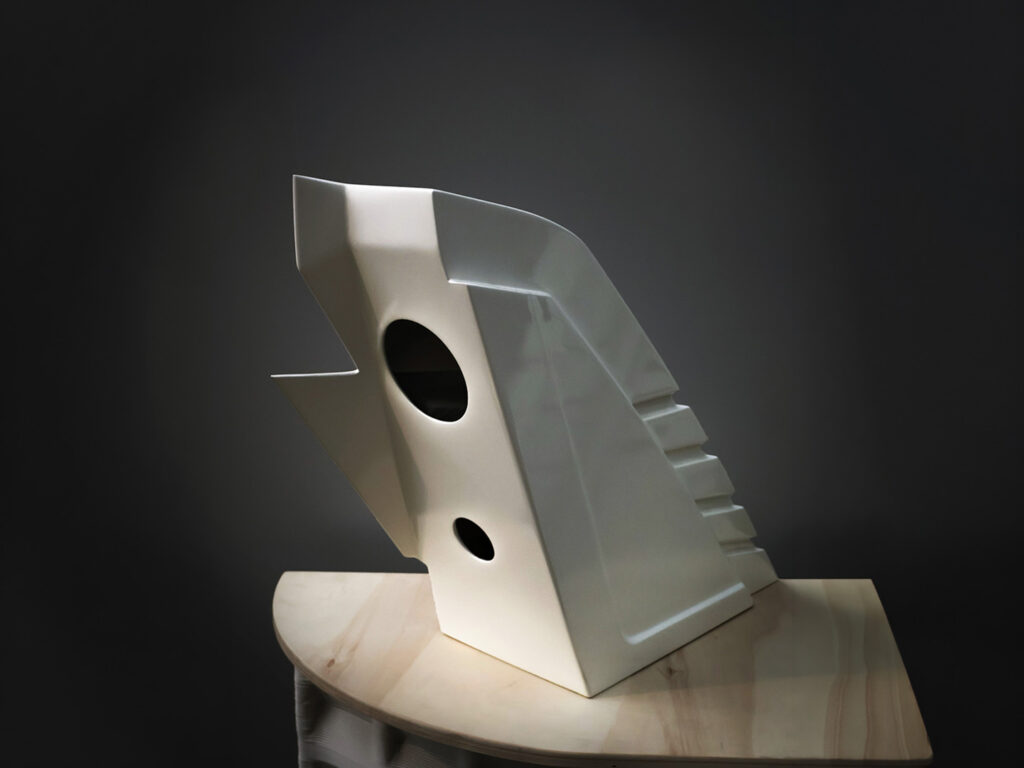
Secțiunile de pupa sunt ansambluri structurale portante, amplasate la extremitatea din spate a corpului navei, formând interfața dintre structura principală a ambarcațiunii și sistemul de propulsie. În configurațiile cu motor, acestea integrează zone de montaj pentru motoare sau transmisii, arii de ranforsare pentru preluarea sarcinilor mecanice, suprafețe de tranziție hidrodinamică și deschideri funcționale pentru drenaj sau trecerea sistemelor. Geometria lor influențează direct separarea curgerii, distribuția presiunilor, eficiența propulsiei și caracteristicile urmei, ceea ce face ca precizia dimensională și continuitatea suprafețelor să fie critice din punct de vedere hidrodinamic.
Din perspectivă inginerească, aceste componente trebuie să reziste la sarcini statice și dinamice transmise de sistemul de propulsie, vibrații ciclice, concentrații locale de tensiuni, precum și la expunerea pe termen lung la apă salină, radiații UV și variații termice. Rigiditatea structurală, rezistența interlaminară (în soluțiile compozite), toleranțele geometrice strânse și finisajele de calitate marină sunt esențiale pentru a asigura integritatea mecanică, integrarea corectă cu corpul navei și durabilitatea pe termen lung în medii agresive.
Practici convenționale de fabricație
În mod tradițional, secțiunile de pupa sunt realizate prin procese de fabricație a compozitelor bazate pe matrițe, precum laminarea manuală sau infuzia în vid, utilizând matrițe femelă dedicate. Acest flux de lucru necesită realizarea prealabilă a modelelor master și a sculelor, de regulă prin prelucrare CNC, urmată de pregătire manuală a suprafețelor și aplicarea straturilor de acoperire. Astfel de scule implică investiții semnificative de capital și introduc timpi mari de așteptare înainte de începerea producției pieselor.
Procesul este inerent intensiv din punct de vedere al forței de muncă și secvențial, cu flexibilitate limitată pentru actualizări de design după finalizarea matrițelor. Orice modificare geometrică presupune refacerea sau înlocuirea completă a sculelor. În plus, operațiile de tăiere, pregătire a matrițelor și finisare contribuie la risipa de material și la creșterea timpilor de ciclu. Aceste limitări devin deosebit de critice în producția de loturi medii sau personalizate, unde amortizarea sculelor și rigiditatea procesului afectează negativ eficiența costurilor și capacitatea de reacție.

Optimizarea procesului prin LFAM robotic
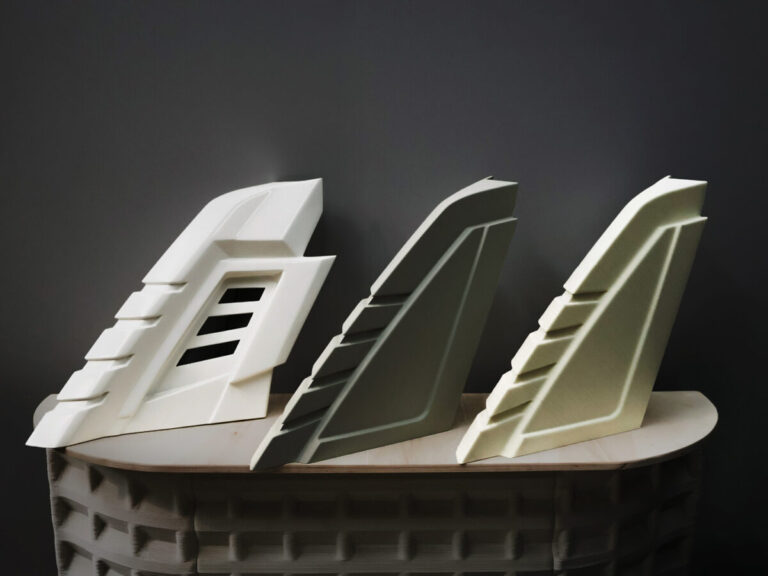
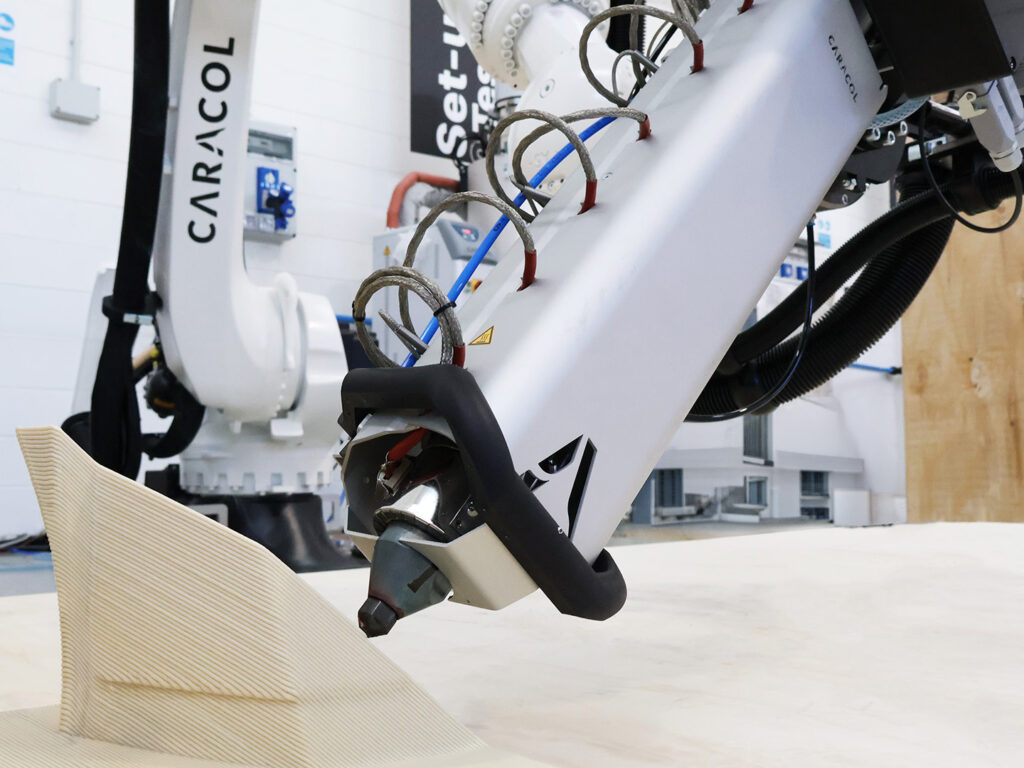
Pentru a depăși limitările structurale și economice ale fabricației compozitelor pe bază de matrițe, Caracol a produs secțiunile de pupa utilizând platforma sa robotică LFAM pentru producția de compozite, Heron AM. Această abordare a permis fabricarea directă a componentelor din compozit termoplastic armat cu fibră de sticlă, eliminând necesitatea sculelor dedicate și decuplând producția de constrângerile impuse de realizarea matrițelor.
LFAM a fost ales datorită ratei ridicate de depunere a materialului, stabilității procesului și controlului robotic multi-axial, care permit fabricarea de piese structurale de mari dimensiuni cu geometrie controlată a cordonului și precizie dimensională repetabilă. Strategia aditivă permite producția aproape de forma finală (near-net-shape), reducând etapele intermediare și minimizând supraconsumul de material tipic metodelor subtractive sau bazate pe matrițe. Utilizarea materialului ASA armat cu 20% fibră de sticlă a asigurat un raport adecvat rigiditate–greutate, stabilitate termică și rezistență la mediu, compatibile cu condițiile de exploatare marine.
Date tehnice
Sistem: Heron 300 – extruder HV
Diametru duză: 3 mm
Material: ASA + 20% GF
Timp de imprimare: 14 h
Greutate: 9,5 kg
Dimensiuni: 780 × 270 × 610 mm
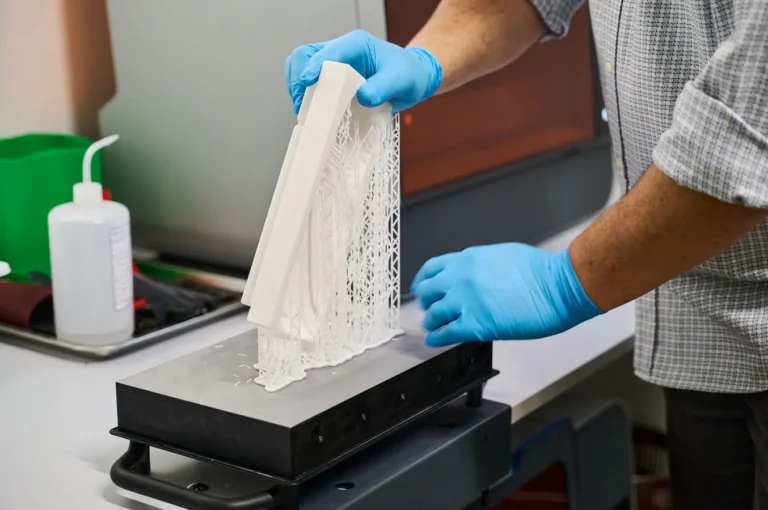
După etapa aditivă, componentele au trecut prin îndepărtarea suporturilor și prelucrarea de precizie a interfețelor funcționale. A urmat un ciclu controlat de finisare marină, incluzând șlefuire progresivă, corecții de suprafață pe bază de vinilester și aplicarea finală a gelcoat-ului sau a unui primer epoxidic și vopsea, pentru a îndeplini cerințele de protecție structurală și calitate a suprafeței impuse în construcțiile navale.
Beneficii industriale cuantificabile și câștiguri de performanță
Integrarea Heron AM în fluxul de producție a generat îmbunătățiri măsurabile ale principalilor parametri de fabricație. Prin eliminarea realizării matrițelor și reducerea semnificativă a operațiilor manuale de laminare a compozitelor, procesul a diminuat etapele fără valoare adăugată și a comprimat semnificativ durata totală de producție.
Proiectul a obținut:
Reducerea deșeurilor cu până la 30%
Reducerea timpului de livrare cu până la 60%
Reducerea costurilor cu până la 60%
Aceste rezultate se datorează depunerii optimizate a materialului, eliminării sculelor, reducerii muncii manuale și unui ciclu de producție controlat de 14 ore. LFAM se afirmă tot mai mult ca o tehnologie industrială scalabilă, capabilă să rezolve provocări reale de fabricație, combinând fiabilitatea structurală, libertatea geometrică și repetabilitatea procesului într-un flux complet digital, adaptat mediilor de producție exigente.

Pentru mai multe informații:
