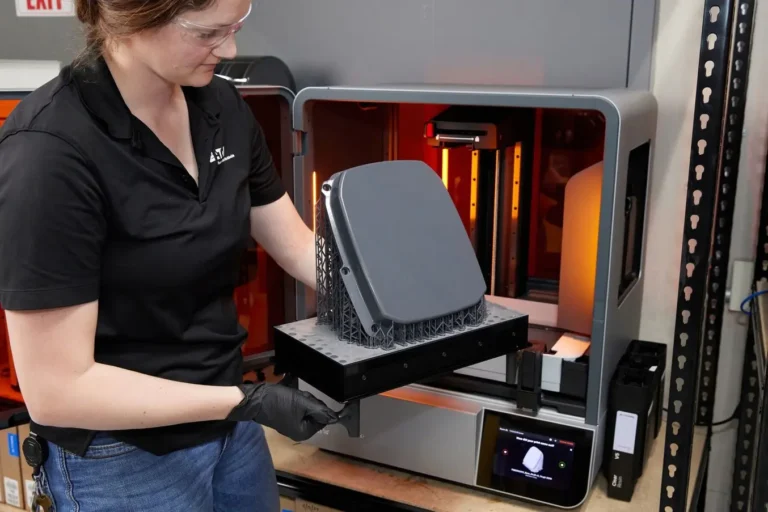
După doar un an de utilizare a seriei Formlabs Fuse, fabrica Eaton din Olean, NY, a redus semnificativ costurile de operare, înlocuind 90% din dispozitivele de prindere din Delrin realizate anterior prin prelucrare mecanică și îmbunătățindu-și viteza de reacție și eficiența pe linia de producție.
„Ne așteptam la o amortizare a investiției în aproximativ nouă luni pentru sistemul Fuse. Până la urmă, am reușit să o obținem în doar șase.” – TJ Zurell, Senior Manufacturing Engineer, Eaton Olean
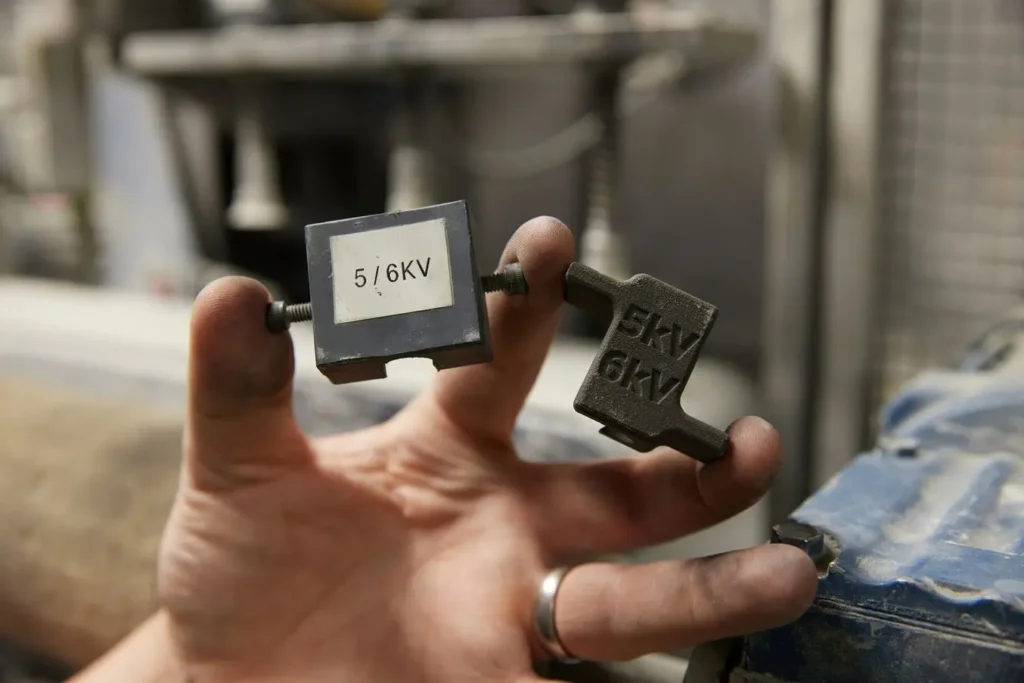
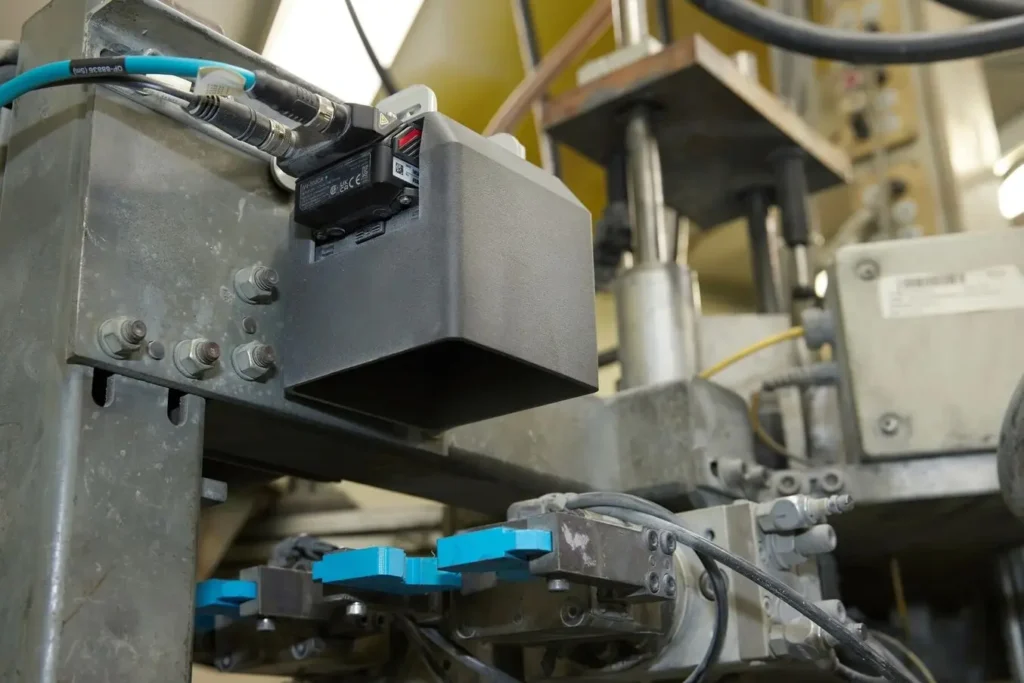
În termeni de producție, un „single-piece flow” (flux de producție cu piese unice) presupune extrem de multe etape și elemente aflate în mișcare. La Olean, 15.000 de varistoare cu oxid metalic (MOV) trec zilnic prin acest flux, ghidate de o flotă complexă de mașini care comprimă materia primă, aplică straturi de vopsea, șlefuiesc, sudează, testează și, în final, asamblează produsul final: arestorii de supratensiune pentru stâlpii și stațiile de utilități.
Având atât de multe mașini, roboți și procese, echipa din Olean are nevoie constantă de consumabile și accesorii de producție noi – de la șabloane, dispozitive de fixare și unelte pentru brațe robotice (EOAT), până la piese de schimb și componente pentru automatizare. Aceste piese sunt esențiale, dar, în mod tradițional, presupun timpi mari de livrare, costuri ridicate de fabricație sau sunt dificil de utilizat.
Am discutat cu TJ Zurell, Senior Manufacturing Engineer la Olean, și cu echipa Additive Manufacturing Center of Excellence (AMCoE) a Eaton, pentru a înțelege cum pot producătorii să reducă costurile, să îmbunătățească eficiența, să stimuleze creativitatea și să-și protejeze lanțul de aprovizionare cu ajutorul imprimării 3D SLS.